INTRODUCTION
Microwave drying is an advanced method for fast dehydration of food based on dielectric heating [Fu et al., 2023; Keser et al., 2020]. The characteristics of microwave drying include shorter drying time, reduced energy consumption, improved product quality, and flexibility in the manufacture of various drying products. The application of microwave energy could reduce the drying time by 25–50% compared to conventional drying [Wang et al., 2022].
Microwave drying of fruits and vegetables has received considerable attention in the recent years as a tool enhancing both drying rates and product quality [Maftoonazad et al., 2022]. Factors affecting microwave drying include construction of the dryer, microwave power size and output mode, material characteristics, temperature control and combination with other drying methods, etc. [Aksüt et al., 2023; Bhat et al., 2022; Heshmati et al., 2023; Sun et al., 2019; Zeng et al., 2022]. Temperature control during drying and combination of drying with the traditional drying technologies such as vacuum drying, air drying and freeze-drying has shown great advantages in improving the quality of dried material, shortening drying time and reducing energy consumption [Chen et al., 2021; Joardder & Karim, 2022; Pham & Karim, 2022].
Various types of microwave dryers were developed and reported to dry fruits and vegetables using microwave energy. Abderrahim et al. [2022] dried Algerian blood orange slices using a domestic digital microwave oven, which had the microwave chamber with the size of 476×272×388 mm; it was observed that the drying time required decreased from 54 to 15.5 min when the microwave power used increased from 200 to 800 W and the specific energy consumption decreased with increased microwave power. Tepe & Tepe [2020] dried the apple slices in a microwave oven with the chamber of 262×452×325 mm, the drying time decreased from 40 to 8 min as the microwave power increased from 120 to 460 W and the rehydration ratio of intermittent-microwave driedapple slices was higher than hot-air dried-apple slices due to the expansion and puffing of the food by high internal pressure in microwave drying. Okmen & Bayindirli [2000] improved the domestic microwave oven for the study of drying dynamics, which could continuously record the temperature and weight of the sample during the microwave drying process. Zeng et al. [2023] developed a microwave hot-air rolling dryer (MHARD) with cylindrical drying capacity to dry ginger slices, and they found that increasing the microwave power from 0.6 to 0.9 W/g resulted in greater damage to the microstructure, promoted the release of starch, and improved the release of bioactive compounds, and once the microwave power further increased to 1.2 W/g, the content of these compounds would degrade. Poogungploy et al. [2018] developed a microwave convection combined dryer to dry macadamia nuts and found that the increase in microwave power and temperature had a positive effect on the shortening of drying time and the improvement of drying speed, microwave-assisted hot air drying with surface temperature control provided better product quality in terms of grain brightness and storage conditions, and drying without surface temperature control had the highest energy efficiency. Up to now, the research on fruit microwave drying has been mostly carried out in a single device, and there were few studies on the comparison of fruit drying behavior and product quality in different microwave dryers.
Therefore, this study was aimed to examine and compare the influence of microwave output power and temperature control on the drying kinetics, heating characteristics and quality properties (scorching rate, color parameters, rehydration characteristic, shrinkage, hardness and sensory quality) of the apple cubes in a rotary plate microwave dryer (RMD) and a newly-developed microwave convection coupled dryer (MCD); the related quality attributes of the microwave-dried apple cubes were also compared with these of the conventional hot air-dried (HD) ones.
MATERIALS AND METHODS
Sample preparation
Fresh Red Fuji apples (30 kg) were purchased from a local market in Qingyang (Gansu, China). The apples were peeled, cored and cut into cubes with an edge length of 1 cm for drying experiments.
Drying of apple cubes
A commercial rotary plate microwave dryer, RMD, (M1-211A, Guangdong Midea Manufacturing Co., Ltd, Foushan, China) was employed to dry the apple cubes in the first drying experiment. The equipment had a rectangular chamber with dimensions of 325×315×202 mm and could operate at five differently constant microwave powers. Its maximum microwave output power was 700 W, and the microwave power could be mechanically adjusted by means of pulse. The average microwave power used in the research was 70, 210 and 350 W. The apple cubes of 100 g for each drying were uniformly distributed on a glass turntable with a diameter of 24.5 cm. The microwave power density in terms of chamber volume was calculated as the ratio of microwave power to the volume of drying chamber while the microwave power density in terms of initial material load was calculated as the ratio of microwave power to the initial material load. The initial average power density corresponding to 70, 210 and 350 W was 0.7, 2.1 and 3.5 W/g in terms of material load while its value was 3.3, 10.0, 16.6 W/L in terms of chamber volume. During drying, the samples were taken out, and their moisture loss and temperature were measured quickly using a digital balance with 0.01 g precision (JH2102, Shanghai Precision & Scientific Instrument Co., Ltd., Shanghai, China) and an infrared thermal imager (AX8, FLIR Systems Inc, Portland, OR, USA) at every 10-min interval, respectively.
Drying of apple cubes in the newly-developed microwave convection coupled dryer (MCD) was performed in the second drying experiment. MCD was a multifunctional dryer, where hot air drying, microwave drying and combined drying of both could be done. The dryer had a cube chamber with dimensions of 500×500×500 mm. Its maximum microwave output power was 2,000 W and the microwave power could be willfully set between 300 to 2,000 W. The microwave energy could be supplied by either continuous emission at any preset power, or intermittent emission through an automatic on–off controller based on the preset temperature. The apple cubes of 100 g were used and their surface temperature was measured or controlled with an infrared thermal imager (AX8, FLIR Systems Inc). The microwave power used was 400; 800; 1,200; and 1,600 W under the non-temperature control conditions. The corresponding power density in terms of material loading was 4.0, 8.0, 12.0, and 16.0 W/g while its value in terms of chamber volume was 3.2, 6.4, 9.6, and 12.8 W/L. When the temperature of the samples was controlled during drying, the initial microwave power of 1,600 W was set and the highest point of the sample temperature was controlled to 100°C. The weight of the apple cubes was automatically recorded at every 10-min interval.
The conventional hot air-dried (HD) apple cubes were also prepared using MCD at the air temperature and velocity of 60°C and 1 m/s, respectively.
Each drying experiment was carried out in triplicate. After the drying process was complete, the dried product was cooled to room temperature and packed into sealed polyethylene bags for further analysis.
Calculation of drying rate
During the drying process, the drying rate was calculated using the following Formula:
where: Xt, Xt+∆t, moisture content (kg water/kg dry matter) at time t and t+∆t, respectively; and ∆t, time interval (min). Drying rate curves were plotted based on the change of the drying rate with moisture content.Moisture content determination
Moisture content was determined by drying the sample in an oven at 105°C until a constant weight was obtained [AOAC, 1995].
Scorching rate estimation
The scorching rate was defined as the proportion of burnt apple cubes and calculated as the percentage ratio of burnt dried apple cubes to total apple cubes. The burnt cubes were characterized by local or whole carbonization and blackening; they were visually assessed after the drying was over.
Color measurements
Sample surface color was measured at the center of the sample using a colorimeter calibrated with a white standard plate (CR-400, Konica Minolta Co., Japan). Readings were indicated on a CIE1976 L*a*b* scale, where L* meant lightness, with 100 being very white and 0 being dark; the a* value represented green (−) to red (+) and b* represented blueness (−) to yellowness (+). The measurements were carried out with 10 cubes for each treatment. Total color difference (ΔE) was calculated by the difference between values for the dried (L*, a* and b*) and fresh (L0*, a0* and b0*) samples as follows:
Rehydration ratio determination
Rehydration experiment was performed according to the procedure described by Wang et al. [2019]. Five dried apple cubes were rehydrated by soaking in distilled water having a temperature of 25°C for 300 min. During rehydration, the samples were withdrawn from the flask at 30-min intervals, drained on the filter paper of a Büchner funnel for 60 s under vacuum to remove surface water, and weighed on an electronic balance. For all experiments, the solid-liquid ratio was kept at 1:50 (w/v). The rehydration ratios were calculated as the ratio of the g of rehydrated apple cubes to the g of the dried apple cubes. Rehydration curve was plotted in terms of rehydration ratio versus rehydration time. Each experiment was conducted in triplicate.
Shrinkage estimation
The volume of the sample was measured according to the fluid replacement method described by Wang et al. [2019]. The shrinkage percentage was calculated based on the volume of the apple cubes before and after drying. Ten dried apple cubes were randomly selected and determined from each sample lot.
Hardness analysis
The samples were subjected to a puncture test using a texture analyzer (CYHD-1, Penglai Electronic Products Center., Ltd., Shandong, China) fitted with a cylindrical probe 2 mm in diameter. The probe punctured the dried sample placed on a flat base at a constant rate of 1 mm/s. The travel distance of the probe was 20 mm for each test. The maximum force peak in the force-deformation curve of the puncture test was defined as the hardness of the sample. Ten dried apple cubes were randomly selected and determined from each sample lot.
Sensory evaluation
The sensory quality of the dried apple cubes was evaluated based on the sensory attributes, such as color, flavor, taste and texture. A categorized 25-point scale, anchored with “nothing” or “poor” for number 1 and “very intense” or “very good” for number 25, was used to measure the attributed intensity [González-Herrera et al., 2016]. All the prepared samples were coded with three-digit random numbers and presented in random order to 10 trained panelists. Final sensory score for each sample was the total score of the four individual attributes.
Statistical analysis
All data obtained in this study were statistically analyzed. The results were expressed as the mean ± standard deviation (SD) of all measurements for each processing. Variance analysis (ANOVA) and Duncan test were used to estimate the difference between the mean values. Mean values were considered to differ significantly at p<0.05. Analyses were performed using SPSS 17.0.1 software (SPSS Inc., Chicago, IL, USA).
RESULTS AND DISCUSSION
Drying characteristics
Figure 1 presents the variation of moisture content with time of apple cube drying at different microwave powers in RMD and MCD, respectively. The moisture of apple cubes sharply decreased at the initial drying stage and subsequently slowly decreased as the drying proceeded. With the increase in microwave power in both dryers, the total drying time to reach the required moisture was significantly shortened. This agrees with the trend observed during microwave drying of ginger slices and green bean [Doymaz et al., 2015; Zeng et al., 2023]. Dryer type had a significant effect on drying time (Figure 1). The total drying time was 120, 60, and 30 min when drying at 70, 210 and 350 W in RMD, respectively. During drying in MCD, the total drying time was 160, 90, 80 and 60 min at 400; 800; 1,200 and 1,600 W. The drying with temperature control at the initial microwave power of 1,600 W took 130 min in MCD. It was observed that RMD had a higher microwave power utilization efficiency than MCD under the same material loading (100 g of apple cubes). When drying at 400 W in MCD and at 70 W in RMD, their microwave power density in terms of chamber volume was almost the same (3.2–3.3 W/L). Drying at 1,200 W in MCD and at 210 W in RMD also ensured almost the same microwave power density in terms of chamber volume (9.6–10.0 W/L). Thus, the microwave power required to complete drying in RMD was only 1/6 of that in MCD at the same microwave power density of 3.2–3.3 or 9.6–10.0 W/L; moreover, the drying time in RMD was always shorter than in MCD in the two situations. The microwave utilization efficiency during microwave heating and drying was related to the microwave absorption by the material to be dried, which was affected by the shape and size of the drying chamber. It was concluded that the smaller the drying chamber, the better the microwave power absorption and utilization.
Figure 1
Drying curves of the apple cubes dried at different microwave powers in a rotary plate microwave dryer, RMD (A) and a microwave convection coupled dryer, MCD (B); d.m., dry matter.
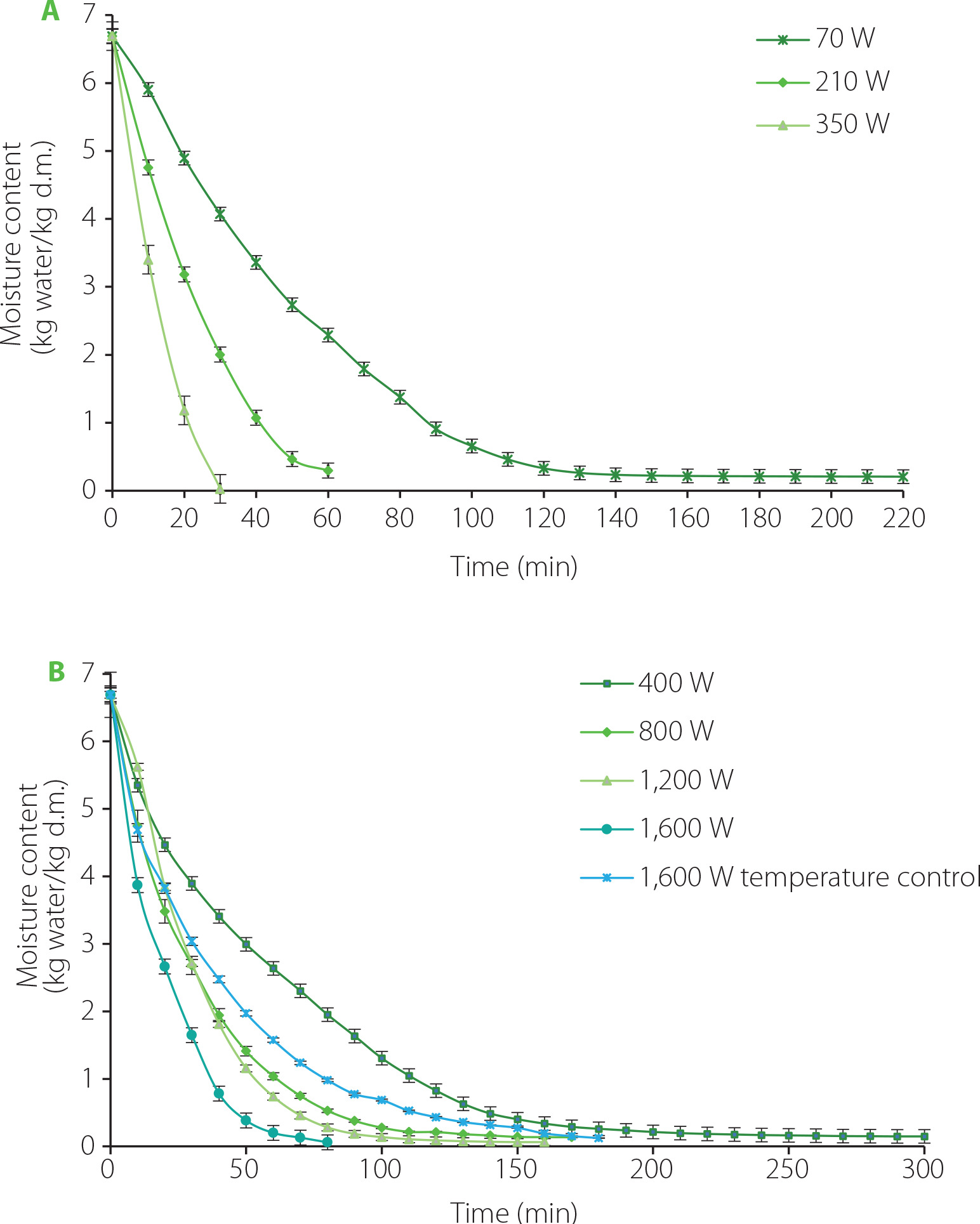
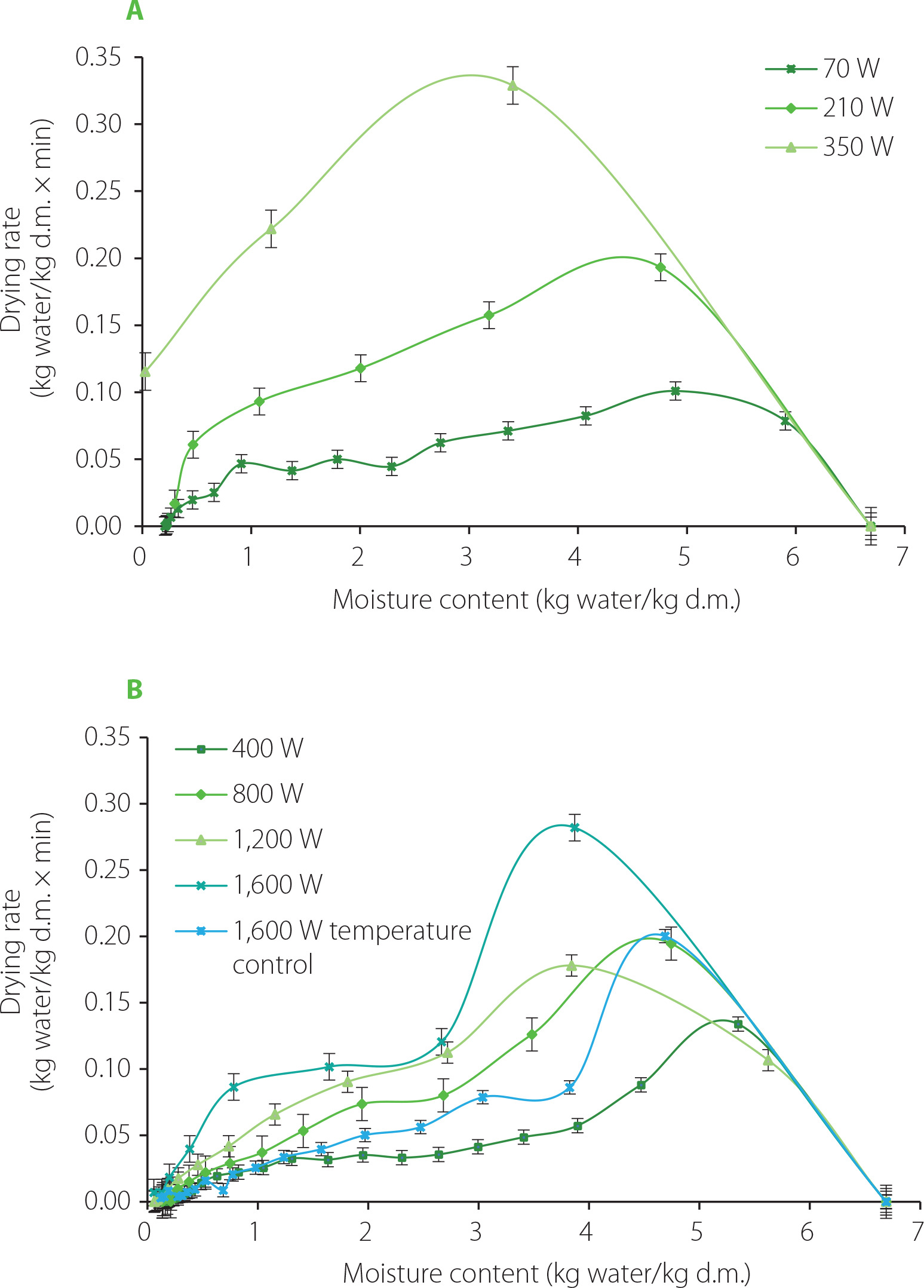
Figure 2 depicts the variation of the drying rate with moisture content of the apple cubes dried at various microwave powers in the two dryers. The high microwave power corresponded to the high drying rate and the entire drying process of the apple cubes under all the drying conditions happened at a falling rate. Similar trends were observed for apple and potato slices dried in the RMD [Khan et al., 2018]. In all cases, there was no obvious constant rate drying period, indicating that the internal water diffusion played a decisive role in the drying process, which determined the drying characteristics of the raw material.
Temperature variation of the diced apple in the two microwave dryers
The changes in the temperature of the apple cubes during microwave drying at different microwave powers are shown in Figure 3. The temperature of the apple cubes was significantly affected by the microwave power applied in the two dryers. The higher the microwave power, the faster the heating rate, and the more prominent the thermal runaway. The two dryers also exhibited different heating capabilities. At the same power density, such as 3.2-3.3 or 9.6-10.0 W/L, the material temperature increased faster and the highest temperature reached was higher when the drying was done in RMD, indicating that the heating capacity for RMD was better than that of MCD. Compared with the constant microwave power, the microwave drying performed at temperature control could reduce the thermal runaway and temperature fluctuation of the materials to be dried. Meanwhile, high microwave power resulted in a continuous overheating of the samples. Guo et al. [2023] dried hawthorn in a pulse-spouted bed microwave freeze-dryer and found that a small amount (0.68 W/g) of microwave energy could lead to thermal runaway and make the temperature of the material rise quickly in the late drying period, which was consistent with the results of this study.

Effect of various drying conditions on color and scorching rate
Color is an important quality attribute of dried foods, which is the first parameter customers use to judge the quality of dried products [Chong et al., 2013]. Desirable dried products are the closest to the fresh fruit in color. The values of color parameters and scorching rate of the apple cubes dried at different microwave powers in two microwave dryers are listed in Table 1. Upon drying, a* and b* values increased significantly (p<0.05) for all the dried samples, whereas L* values decreased significantly (p<0.05) for the samples dried at medium and high microwave power compared to the fresh samples. The samples dried using HD and microwave at low microwave power and controlled temperature had significantly (p<0.05) higher L* values than the fresh ones. Similar results were observed in dried onion slices, apple and pear [Chong et al., 2013; Maftoonazad et al., 2022].
Table 1
Color parameters and scorching rate of the apple cubes dried at different microwave power in rotary plate microwave dryer (RMD) and microwave convection coupled dryer (MCD).
The color parameters determined for the dried apple cubes were significantly affected by the microwave power applied in the two microwave dryers (Table 1). In both microwave dryers, L* values for the dried apple cubes significantly (p<0.05) increased with the microwave power while their a* and b* values first increased and then decreased (p<0.05). The highest a* and b* values were noted for the samples dried at the microwave power of 210 W in RMD and for those dried at the microwave power of 1,200 W in MCD. The highest b* value and higher L* value were determined for the sample dried at 1,600 W in MCD with temperature control. The ΔE values of all the dried samples were in the range from 51.5 to 136.6, and the sample dried at the controlled temperature had the highest ΔE value, followed by the sample dried using HD and at 210 W in RMD. In contrast, the lowest ΔE value was recorded in the products dried at 70 and 350 W in RMD. We observed that a smaller color difference did not necessarily mean the desired color possessed by a dried product. The browning in the dried fruits may commonly be attributed to oxidation of polyphenols and caramelization, and both drying for a long time and high temperature treatment could promote the occurrence of browning [Chong et al., 2013; Maftoonazad et al., 2022].
The scorching rates for the samples dried at the different conditions were in the range of 1.2–100.0% and significantly (p<0.05) increased with the increase of the microwave power used during drying in both the microwave dryers (Table 1). The scorching rate of the apple cubes dried in RMD and MCD at the maximum microwave power was 100.0% and 87.5%, respectively. The burning phenomena was most likely to occur when drying in RMD due to high heating efficiency. The scorching rate was only 2.3% when drying in MCD with the controlled temperature at the maximum microwave power. The determined results of both color and scorching rate for the dried apple cubes were also confirmed by the appearance of the samples (Figure 4).
Figure 4
Typical visual appearance of the apple cubes dried using different methods. The four pictures in the first row orderly indicate the hot air-dried sample at 60°C and microwave dried samples at 70, 210, 350 W in a rotary plate microwave dryer (RMD) from left to right. The five pictures in the second row orderly indicate the microwave dried samples at 400; 800; 1,200; 1,600 W in a microwave convection coupled dryer (MCD) and at 1,600 W in MCD with temperature control from left to right.

Effect of various drying conditions on rehydration characteristics
Rehydration can be considered as a measure of the damage to the material caused by the drying process [Maftoonazad et al., 2022]. Figure 5 presents the variation of the rehydration ratio versus time for the apple cubes dried at various drying conditions. In the initial rehydration stage, the rehydration rate increased sharply with the extension of rehydration time, and then gradually decreased to zero; the high absorption rate in the initial stage could be explained by capillaries and cavities near the surface of the material, which were quickly filled with water [Horuz et al., 2017]. The microwave power used in the two dryers had a significant effect on the rehydration ratio of the dried apple (Figure 5). At the same time, the higher the microwave power was, the lower was the rehydration ratio, indicating that the high microwave power resulted in microstructure damage. Compared with the apple cubes dried using HD, the apple cubes dried in RMD at 70 and 210 W as well as in MCD at 400; 800; and 1,200 W had better rehydration capacity. Similar results were reported for intermittent-microwave dried-apple slices by Tepe & Tepe [2020]. The stabilized rehydration ratio for the apple cubes dried in RMD at 70, 210 and 350 W was 5.22, 5.00, and 3.39, respectively, while its values noted for the apple cubes dried in MCD at 400; 800; 1,200; and 1,600 W were 5.73, 5.48, 5.11 and 4.53, respectively. The apple cubes dried using HD had a 4.70 rehydration ratio. The apple cubes dried in RMD at 350 W presented the lowest rehydration ratio, followed by the ones dried in MCD at 1,600 W during rehydration. The apple cubes dried at 1,600 W in MCD with temperature control had the highest rehydration ratio during rehydration, which ascribed to less irreversible deformation under the low heating intensity. The structural damage and porous structure development caused by excessive microwave heating led to a poor rehydration capacity of the sample to be dried [Tepe & Tepe, 2020; Wang et al., 2014].

Effect of various drying conditions on shrinkage
The shrinkage rates of the apple cubes dried in two microwave dryers are shown in Table 2. The microwave power applied in two microwave dryers had a significant effect on the shrinkage rate of the apple cube, which decreased successively with the increase of microwave power. The shrinkage percent of the apple cubes dried in various conditions was in the range 40.58–68.93%. The most severe shrinkage was observed in the sample dried using HD, followed by the one dried in the MCD with temperature control. The samples dried at 210 and 350 W in RMD had the least shrinkage due to too-rapid mass transport by microwave power, which could cause a ‘puffing’ phenomenon in the materials to be dried, resulting in the lesser shrinkage [Joardder & Karim, 2022; Mahiuddin et al., 2018; Tepe & Tepe, 2020].
Table 2
Shrinkage rate and hardness of the apple cubes dried at different microwave power in rotary plate microwave dryer (RMD) and microwave convection coupled dryer (MCD).
Effect of various drying conditions on hardness
The hardness of apple cubes dried using different microwave powers in the two microwave dryers is shown in Table 2. The microwave power applied in two microwave dryers had a significant effect on the hardness of the apple cubes, which was observed to significantly (p<0.05) decrease with an increase in the microwave power in both microwave dryers. The hardness values recorded for all the dried samples were in the range of 19.01–39.00 N. The sample dried using HD had the highest hardness. The drying at 350 W in RMD and at 1,600 W in MCD resulted in the minimum hardness of the dried apple cubes. It was noted that the greater hardness of the dried apple cubes was associated with the higher shrinkage rate and greater rehydration ratio (Table 2, Figure 5). The differences in hardness of the dried fruits could be related to the formation of a hard shell on the surface due to the crystallization of sugars as well as the damage of structure in the material to be dried due to excessive heating; surface cracking had a positive influence on hardness while a loose and porous structure could decrease the hardness [Joardder & Karim, 2022; Wang et al., 2019].
Sensory evaluation
The sensory scores and typical visual appearance of the apple cubes dried at the different microwave powers in the two microwave dryers are presented in Table 2 and Figure 4, respectively. It can be observed that the sensory quality of the dried apple cubes was significantly affected by the microwave power applied in the two microwave dryers, and that the sensory score greatly decreased with the increase of microwave power due to the presence of charring in the product. The apple cubes dried at 350 W in RMD were all burnt and had the worst quality, followed by the ones dried at 1,600 W in MCD. The samples dried at 70 W in RMD and at 400 W in MCD as well as at 1,600 W in MCD with temperature control scored above 80 and had excellent sensory quality, which was superior or closest to the one dried using hot air.
CONCLUSIONS
The investigation showed that the microwave dryer construction and microwave power applied had a profound effect on drying time and quality of the apple cubes. RMD had higher drying and heating efficiency than MCD. In both dryers, drying time significantly decreased with the increase in microwave. High microwave power could reduce the shrinkage and hardness of the apple cubes, but weaken the rehydration capacity, leading to serious scorching and decrease in sensory quality. Compared with drying without temperature control, the microwave drying in the MCD with a controlled temperature could greatly decrease scorching rate, and improve color, rehydration capacity and sensory quality of the dried product due to reducing the thermal runaway and temperature fluctuation of the materials to be dried. The products dried at 400 W in MCD and 1,600 W in MCD with temperature control as well as those dried at 70 W in RMD had superior to or comparable color, shrinkage rate, sensory scores and rehydration ratio with the conventional hot air-dried samples. The microwave drying condition suitable for the apple cubes was 400 W in MCD and 1,600 W in MCD with temperature control followed by 70 W in RMD. Further research is required to find out the effects of the preset temperature and convective conditions on drying characteristics and quality attributes.