ABBREVIATIONS
ANOVA, analysis of variance; BT, barrel temperature; HMMA, high-moisture meat analogue; MC, moisture content; MBP, mung bean protein isolate; WG, wheat gluten; DT, degree of texturization.
INTRODUCTION
The concern about health and sustainable foods has affected the development of the innovation of plant-based protein foods. It is anticipated that the global market of plant-based meat alternatives will grow consistently, reaching around 21.81 billion USD by 2030 [Arizton, 2024]. However, the quality, nutritive value (i.e., insufficient contents of amino acids and some elements, such as iron), and sensory characteristics of these products are challenged as the first parameters of consumers’ acceptability.
Soybeans are commonly used in the production of meat analogues due to their strong gel-forming properties, ability to develop a fibrous meat-like texture, and amino acid composition comparable to that of animal proteins [Zhang et al., 2021]. The addition of wheat gluten into soy protein-based meat analogue resulted in enhanced fibrous structure development, via the formation of disulfide bonds, hydrophobic and hydrogen bonds, producing textural characteristics comparable to those of chicken meat [Chiang et al., 2019; Samard et al., 2019]. Nevertheless, the use of soy-derived meat analogues is limited by their beany off-flavor and potential allergenicity as well as growing consumer concerns regarding genetically-modified soybean, which is increasingly being cultivated [Joshi & Kumar, 2015]. As a result, the use of soy protein in meat analogues has faced challenges. Recently, several researches have focused on the use of proteins from non-traditional sources, such as pea, fava bean, rice bran, and spirulina, for development meat analogues [Plattner et al., 2024; Theng et al., 2025; Zhao et al., 2024]. Among these, mung bean (Vigna radiata (L.) R. Wilczek) is one of the nutrient-rich legumes with a high content of vitamins B and C, as well as essential minerals, like manganese, iron, and calcium [Anwar et al., 2007; Dahiya et al., 2015]. In addition, mung beans are low in fat (~1–2%) and high in proteins (~21–31%) [Anwar et al., 2007]. Their proteins exhibit high in vitro digestibility (~80%), which can be increased by 10% after heat treatment [Mubarak, 2005]. Additionally, the essential amino acid profile of mung bean protein is comparable with that of soy bean and FAO/WHO reference protein, with the exception of valine and sulfur-containing amino acids (methionine and cysteine) [Du et al., 2018]. Despite its nutritional advantage, there has been limited research on using mung bean protein for meat analogue development. Hwang et al. [2024] revealed that mung bean protein has the potential to be a substitute for soy protein in the development of high-moisture meat analogue (HMMA). They reported that increasing mung bean protein content improved the gelling ability and formation of the fibrous structure, especially at 40–50% protein, where the most meat-like texture was observed. However, the springiness, chewiness, and cutting strength were decreased with an increasing proportion of mung bean protein in the formulation, resulting in a softer and juicier product. In turn, Seetapan et al. [2023] reported that increasing the mung bean flour content (10–30%, w/w) in blends with a mung bean protein isolate reduced the flow velocity and enhanced anisotropic layering, demonstrating its potential for customizable textures. However, no studies to date have explored the production of HMMA using mung bean depending on the process condition. Thus, this study aimed to determine the optimized conditions for producing mung bean protein and wheat gluten based-HMMA by investigating the effects of barrel temperature (140–160°C) and feed moisture content (55–65%, w/w) on its textural and sensory characteristics using response surface methodology.
MATERIALS AND METHODS
Material
Mung bean protein isolate (MBP) was obtained from AGT Food and Ingredients Inc., Tianjin, China. The proximate composition of 100 g of MBP (wet matter basis) was: 6.80 g of moisture, 0.28 g of fat, 72.74 g of protein, 3.12 g of ash, and 17.06 g of carbohydrates. Wheat gluten (WG) was obtained from Anhui Ante Food Co., Ltd., Suzhou, China, and 100 g of WG contained 7.32 g of moisture, 0.26 g of fat, 75.92 g of protein, 0.80 g of ash, and 15.7 g of carbohydrates.
Preparation of high-moisture meat analogues
The HMMAs were produced from the blend of 4.2 kg of MBP and 1.8 kg of WG (70:30, w/w) using a co-rotating twin screw extruder (ZSK 18MEGAlab, Coperion, Stuttgart, Germany). The length of the extruder barrel and the diameter of screws were 72 mm and 18 mm, respectively. The extruder barrel was divided into nine heating zones. For the temperature profile, zones 1, 2, 3, 4, 5, 8, and 9 were set and kept constantly at 25, 40, 60, 90, 120, 140, and 120°C, respectively. To investigate the effect of temperature, barrel zones 6 and 7 (X1) were adjusted to temperatures ranging from 140 to 160°C for the trials. During the operation, the cooling die was kept at a steady temperature of 50°C. Dimensions of the cooling die were specified as 50×15×800 mm (width × height × length). Moisture levels (X2) in the blends were modified to 55%–65% by adding a calculated amount of water followed by thorough mixing. A fixed screw speed of 400 rpm was applied throughout the experiment. The total feed rate of 6 kg/h was used to deliver the dry raw material mixture into the extruder. Each experimental run was carried out for 10 min before the extrudates were collected and cut into pieces (5×30 cm, thickness 15 mm). The samples were individually sealed in nylon/linear low-density polyethylene (LLDPE) bags (five samples per pack). All samples were stored at −20°C for no longer than 1 month.
Experimental design using central composite design (CCD) was employed to optimize extrusion conditions. The independent variables were: barrel temperature at zone 6 and 7 (X1) and feed moisture (X2). The coded and actual levels for the independent variables are listed in Table 1. The response variables for the predicted models included textural and sensory parameters. In addition, appearance and microstructure determinations were conducted.
Table 1
Central composite design with coded and actual levels of extrusion parameters including barrel temperature (BT) and feed moisture content (MC).
Analysis of high-moisture meat analogues
The frozen meat analogue samples were defrosted at 4°C overnight, followed by equilibration at room temperature for a minimum of 2 h before analyses.
Appearance visualization
To evaluate the internal structure, HMMA samples were cut into pieces measuring 5×10 cm with a thickness of 15 mm, manually torn to half of their thickness, and photographed using an iPhone 12 Pro camera (Apple Inc., Cupertino, CA, USA).
Texture analysis
Texture profile analysis (TPA) of the meat analogue samples with the size of 2×2 cm and 1.5 cm thickness was performed according to Zahari et al. [2020] using a texture analyzer (TA-XT2i, Texture Technologies Corp., Scarsdale, NY, USA). A double-compression test was used to simulate chewing, and sensory-related parameters were calculated from the resulting force–time curves as described by Bourne [2002]. Hardness was defined as the maximum force during the first compression (N). Cohesiveness was calculated as the ratio of the area under the second compression curve to that under the first compression curve. Springiness was defined as the distance the sample recovered after the first compression. Chewiness was defined as the energy required to chew the sample and was calculated as hardness × cohesiveness × springiness. Resilience was calculated as the ratio of the area during withdrawal to the area during compression in the first cycle. All parameters were determined at a minimum of ten measurements.
The degree of texturization (DT) was determined to evaluate the formation of a fibrous structure. The HMMA samples (2×2×1.5 cm) were cut to 75% of their original thickness using a Meullenet Owens razor shear blade at a speed of 2 mm/s in both vertical (lengthwise strength) and parallel (crosswise strength) direction. The razor blade shear force max (cutting force in N) was measured. A minimum of ten measurements were performed for each sample. DT was calculated according to Equation (1) [Chiang et al., 2019]:
A multiple puncture probe was used to penetrate into the HMMA sample (4×4 cm, 1.5 cm thickness) with 75% of its original thickness at a speed of 2 mm/s. The rupture force (firmness, N) was measured. A minimum of ten measurements were performed for each sample.
Determination of microstructure
Microstructure images of meat analogues were performed using a scanning electron microscope (SU3900, Hitachi, Japan). The samples taken from the center of HMMA were cut into small rectangular pieces (10×10×10 mm) and fixed in 2.5% glutaraldehyde in 0.2 M phosphate buffer, pH 7.2, for 2 h at room temperature [Chiang et al., 2019]. After that, the samples were dehydrated by immersion in a series of ethanol solutions of increasing concentrations (25%, 50%, 75%, 95%, and 100%) for 15 min each, and finally washed with 100% ethanol for 1 h. After drying and coating with gold particles, scanning electron micrographs were taken at 2,000× magnification. Analysis was done in triplicate for each HMMA.
Sensory evaluation
Two pieces of HMMA samples (5×10 cm, with a thickness of 15 mm) were packed in nylon/LLDPE bags, and three packs were heated in boiling water (2 L) until the internal temperature reached 80±2°C for 5 min, then cooled in iced water until the center’s temperature lowered to 30°C. The cooked meat analogue samples were cut into pieces of 1.27 cm3 cubes and subjected to evaluation.
Generic descriptive analysis (GDA) was performed based on the procedures previously used by Ergezer & Gokce [2011] and Sow & Grongnet [2010] with some modifications. Fifteen experienced panelists were recruited from the Faculty of Agro-Industry, Prince of Songkla University, Songkhla, Thailand. A total of 10 h of texture profiling training was completed by all panelists during 3 sessions prior to performing descriptive sensory evaluation of HMMA. The panelists were asked to list all descriptors related to appearance and texture that they would apply to describe HMMA during the first training session. They were allowed to engage in free discussion, while the leader acted as a facilitator to guide and organize the process without participating in the profiling. At the end of the first session, the descriptive terms, including visual fibrous strand, roughness, hardness, and the number of chews, were selected for use in the subsequent training on scoring each attribute. In the second session, the sample set (HMMA produced with low (55%) and high (65%) feed moisture content) and reference food samples were served, along with definitions and instructions for evaluating the selected textural attributes of HMMA. Sensory attribute scoring was practiced by the panelists using reference food items and cooked HMMA samples (Table 2). A 15-cm unstructured line scale ranging from 0 (lowest) to 15 (highest) was applied for evaluation, except the number of chews, established with a simple count. During training, reference samples were fixed on the scale, while the meat analogue sample sets were fixed through consensus. The purpose of the final session was to monitor the panelists’ performance and to calibrate the consensus intensity scores. Then, 12 trained panelists were selected at the end of the last training session for sensory analysis due to their high accuracy during training and following calibration. GDA of the 11 experimental HMMAs was conducted over 3 sessions, with 4–5 samples in each session. The samples were coded with three–digit random numbers and served to the panelists in a random presentation order.
Table 2
Texture lexicon used for profiling the texture of high-moisture meat analogues (HMMA).
For acceptance test, 50 consumer-type panelists with age of 20–60 who commonly consume plant-based food products were recruited from the Songkhla province, Thailand. The panelists judged for appearance of visual fibrous strand (visual observation by tearing the sample into half), hardness (bite completely through the sample between the molar teeth), toughness, and overall liking using a 9-point hedonic scale. The samples were served as described previously. Bottled water was provided to the panelists to rinse their mouths between sample evaluations.
The study involving human participants was reviewed and approved by the Research Ethics Committee under the Research and Development Office, Prince of Songkla University (PSU-HREC-2023-024-1-1).
Statistical analysis
Analysis of variance (ANOVA) for regression, the coefficient of determination (R2) and lack of fit for the mathematical models were analyzed using Design Expert version 13 (Stat-Ease, Inc., Minneapolis, MN, USA). The significance of the differences was defined at p<0.05. Pearson correlation analysis was conducted between sensory parameters. All analyses were performed using SPSS statistic program (version 28.0 for Windows, SPSS Inc., Chicago, IL, USA).
RESULTS AND DISCUSSION
Appearance
The images of meat analogues made with different barrel temperatures and feed moisture contents are shown in Figure 1. All meat analogue samples developed layered and fibrous structures (meat-like texture). When tearing the samples, they separated into long and aligned fibrous strands rather than breaking into breaking-like brittle materials, indicating an anisotropic internal structure similar to the muscle fiber of cooked meat, such as chicken breast. During extrusion under high temperature and dynamic shear, proteins unfold from their native spherical conformation, leading to chain breakage, exposure of sulfhydryl groups, and reduced hydrogen bond stability. Shear stress, pressure drop, and moisture evaporation at the die promote molecular chain alignment and stretching. Subsequently, the cooling die stabilizes the extrudate structure by enhancing hydrogen and disulfide bonding, resulting in a more disordered protein network and the formation of rigid, interlaced fibrous structures [Sun et al., 2023]. Meat analogues with a high feed moisture content (60, 65 and 67.07%, Figure 1C–F and H–I) showed thinner, denser, and more numerous fibrous strands than those produced with a low feed moisture content (52.93 and 55%, Figure 1 A–B and G). These results are consistent with the findings of Chen et al. [2010], who reported that feed moisture content had a significant impact on the texture of HMMA from soy protein, with the optimal fibrous structure observed at 60% feed moisture content. They also suggested that the meat analogue had more fibrous structure when increasing the moisture content from 28 to 60%. Gulzar et al. [2025] also pointed out that a higher extrusion moisture level (65%) enhanced the formation of fibrous texture of soy protein-based HMMA compared to 50% level. Moisture content plays the roles of lubricant, plasticizer, and reactant during extrusion process, while also facilitating protein molecular unfolding and structural rearrangement and increasing the flexibility and mobility of protein chains [Ryu, 2020; Sun et al., 2023]. Nevertheless, the meat analogue with the highest moisture content (67.07%, Figure 1H) exhibited a less fibrous structure than the samples with 60% and 65% feed moisture contents (Figure 1C-F and I), as characterized by fibers that adhered to each other and were not clearly defined. Lin et al. [2000] reported that the structure of HMMA from soy protein and wheat gluten became more directionally aligned with moisture content decreasing from 70% to 60%. Additionally, Liu & Hsieh [2008] revealed that when moisture content ranged from 60.11 to 72.11%, the well-defined fiber orientation of meat analogue was found only at 60.11%. Moreover, Sun et al. [2023] suggested that excessive moisture content leads to incomplete texturization of extrudates, which may be attributed to protein dilution, reduced energy required for structural disruption, and increased molecular flexibility and fluidity. These effects limit the exposure of reactive groups in protein structures, thereby reducing protein aggregation and cross-linking. From these phenomena, it could be concluded that moisture could facilitate protein unfolding and molecular alignment during the extrusion process; however, the positive effect of moisture on fibrous structure development has its limitations.
Figure 1
Appearance of high-moisture meat analogues produced using a blend of mung bean protein isolate and wheat gluten (70:30, w/w) at different barrel temperatures (BT, °C) and feed moisture contents (MC, %, w/w): (A) 140BT-55MC, (B) 160BT-55MC, (C) 140BT-65MC, (D) 160BT-65MC, (E) 135.86BT-60MC, (F) 164.14BT-60MC, (G) 150BT-52.93MC, (H) 150BT-67.07MC, and (I) 150BT-60MC.
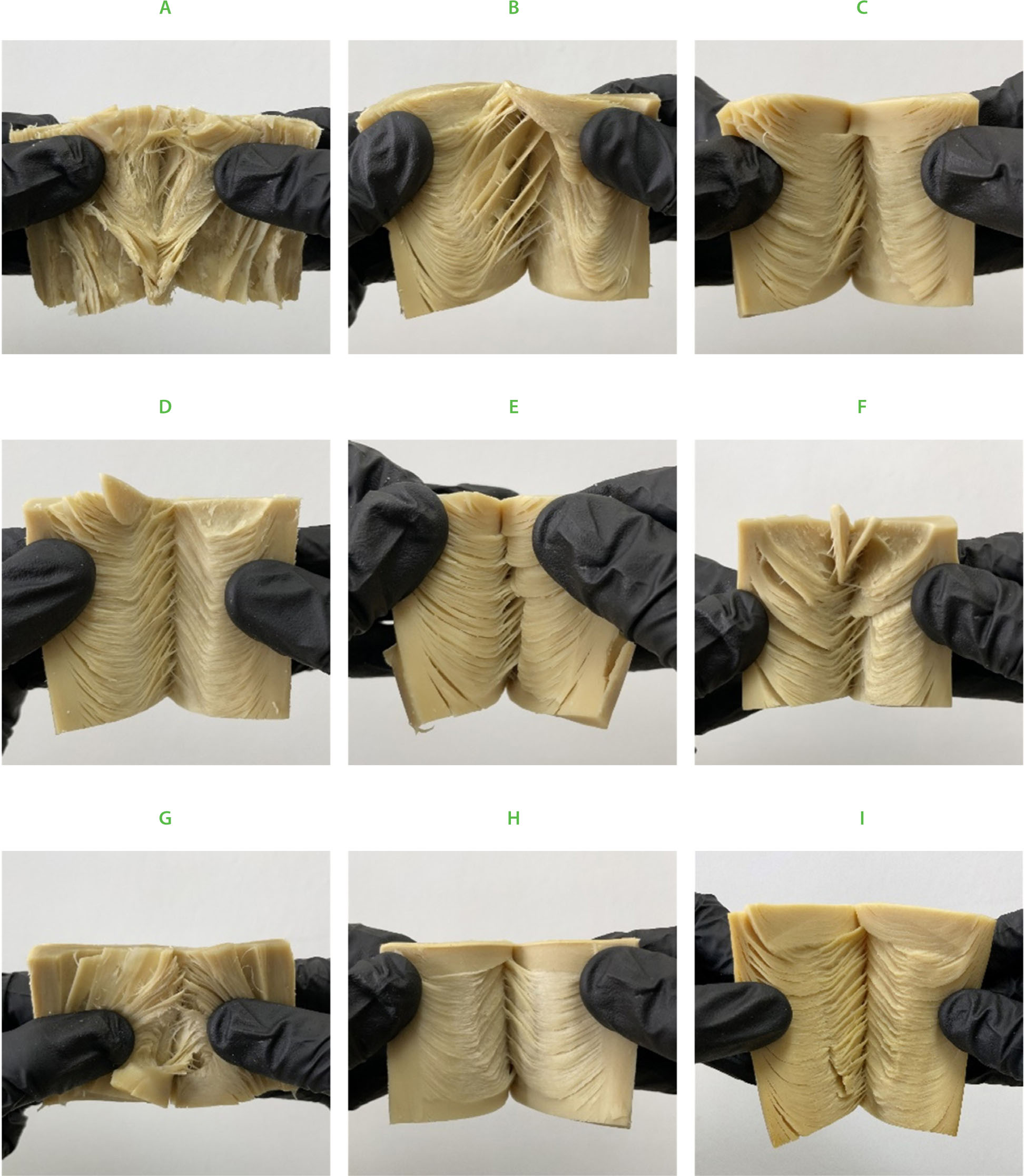
Nevertheless, extrusion temperature exhibited no significant impact on the appearance of the meat analogue (Figure 1). This is similar to the results of previous studies on the production of HMMA from pea proteins, which revealed that the effect of barrel temperature on meat analogue properties was relatively minor compared to the effect of feed moisture content [Sun et al., 2023; Zhang & Ryu, 2023].
Microstructure
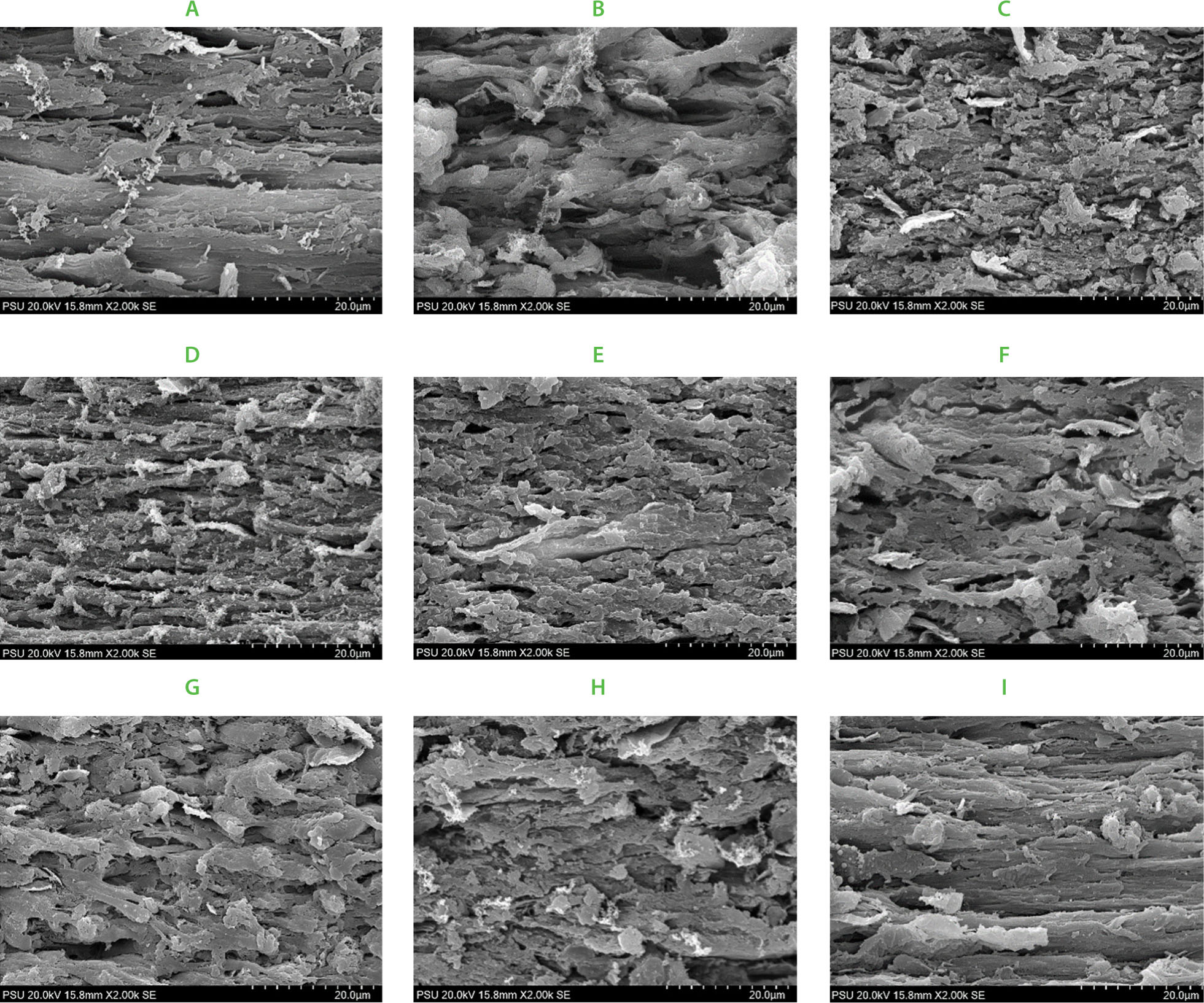
The microstructure images (at 2,000× magnification) of the meat analogues obtained under different extrusion conditions were displayed in Figure 2. The results were aligned with images of HMMA appearance shown in Figure 1. The meat analogues with low feed moisture contents of 52.93% (Figure 2G) and 55% (Figure 2A–B) exhibited larger fiber strands with multiple segmented layers and cavity structures, while those with high feed moisture contents of 60% (Figure 2E–F and I) and 65% (Figure 2C-D) showed thinner fibrous strands with greater continuity, smaller pores, and a lower pore number. The sample with 67% feed moisture (Figure 2H) demonstrated a layered and less fibrous structure. The effect of extrusion temperature on the microstructure of meat analogues was lesser when compared with that of feed moisture content. At a lower feed moisture content (55%) and barrel temperatures of 150 and 160°C (Figure 2G and B), the samples showed larger fibrous strands, whereas the samples processed at 140°C (Figure 2A) exhibited more compact strand alignment. Our study results are consistent with findings from previous studies reporting that the influence of extrusion temperature was significant only under low feed moisture conditions [Lin et al., 2000; Zhang & Ryu, 2023]. In particular, higher extrusion temperatures were associated with enhanced protein denaturation, molecular disassembly, and protein realignment under shear [Sun et al., 2023].
Figure 2
Scanning electron micrographs of high-moisture meat analogues produced using a blend of mung bean protein isolate and wheat gluten (70:30, w/w) at different barrel temperatures (BT, ºC) and feed moisture contents (MC, %, w/w). (A) 140BT-55MC, (B) 160BT-55MC, (C) 140BT-65MC, (D) 160BT-65MC, (E) 135.86BT-60MC, (F) 164.14BT-60MC, (G) 150BT-52.93MC, (H) 150BT-67.07MC, and (I) 150BT-60MC.
Textural properties
The effects of barrel temperature and feed moisture content on HMMA textural properties are presented in Table 3 and Table 4. The results of the ANOVA, including R2 values, model significance (p-values), and lack-of-fit statistics for the textural properties of HMMA as influenced by barrel temperature and feed moisture content, are presented in Table 5. ANOVA indicated that the feed moisture content significantly affected all texture parameters, except resilience, while barrel temperature was only significant to chewiness and resilience (p<0.05). However, both variables had no impact on springiness, cohesiveness, shear force (crosswise strength), and the degree of texturization (p≥0.05).
Table 3
Firmness in a penetration test, crosswise strength and lengthwise strength of shear force, and degree of texturization of high-moisture meat analogues produced using a blend of mung bean protein isolate and wheat gluten (70:30, w/w) at different barrel temperatures (BT, ºC) and feed moisture contents (MC, %, w/w).
Table 4
Parameters of texture profile analysis of high-moisture meat analogues produced using a blend of mung bean protein isolate and wheat gluten (70:30, w/w) at different barrel temperatures (BT, ºC) and feed moisture contents (MC, %, w/w).
Table 5
Predictive regression models and goodness-of-fit of the response variables for high-moisture meat analogues produced using a blend of mung bean protein isolate and wheat gluten (70:30, w/w) at different barrel temperatures (X1) and feed moisture contents (X2).
The response surface of product firmness as function of extruder barrel temperatures and feed moisture contents is shown in Figure 3A. The highest product firmness was found for the meat analogues extruded with lower feed moisture contents (52.93% and 55%). On the other hand, the meat analogues extruded with high feed moisture contents (65% and 67.07%) showed lower firmness regardless of barrel temperature (Table 3).
Figure 3
Response surface contour plots displaying the combined effect of barrel temperatures and feed moisture contents on texture parameters determined by texture profile analysis and penetration test, including firmness (A), hardness (B), chewiness (C), resilience (D), and shear force (lengthwise strength) (F), as well as by sensory descriptive analysis, including hardness (G), roughness (H), and number of chews (I) of high-moisture meat analogues produced using a blend of mung bean protein isolate and wheat gluten (70:30, w/w).
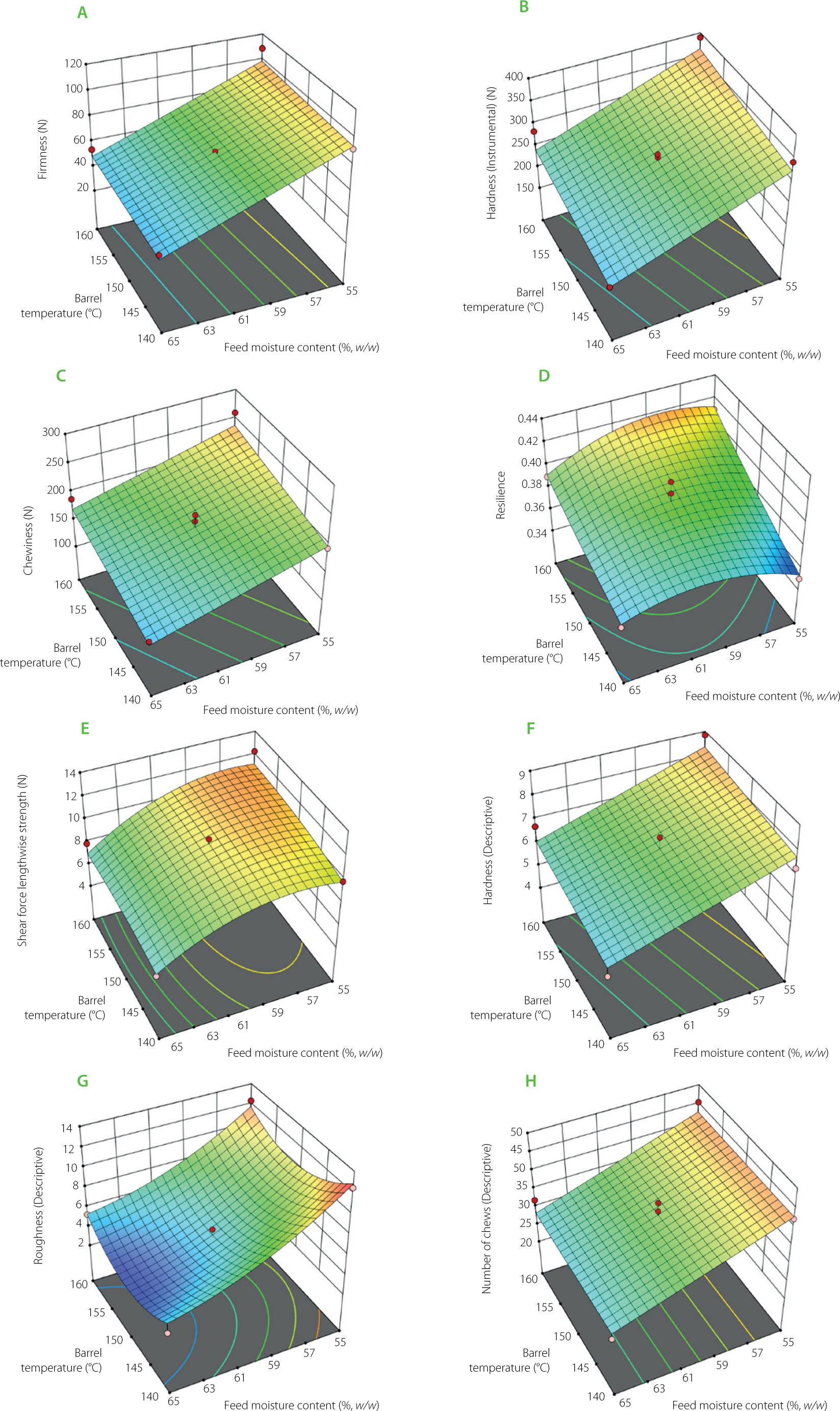
The impact of barrel temperatures and feed moisture contents on meat analogue TPA parameters, including hardness chewiness, and resilience, are shown in Figure 3B–D. Hardness showed a progressive decrease with an increasing feed moisture content. The sample extruded with high moisture contents (65% and 67.07%) showed lower hardness, with the lowest value found for the sample produced with the highest feed moisture content (Table 4). These results align with firmness determination results and are in agreement with the findings of Lin et al. [2000], who revealed that the feed moisture content had a greater influence on overall product texture compared to extrusion temperature. The results of chewiness test followed the same trend as those of hardness (Figure 3, Table 4). The highest value was found for the meat analogue with 55% feed moisture content extruded at 160°C barrel temperature. The resilience of HMMA samples was slightly affected, with values ranging from 0.35 to 0.43. Nevertheless, it was not possible to apply the predicted models for springiness and cohesiveness, as they had low R2 values and lacked statistical significance in probability of the model (Table 5), which are generally regarded as unreliable for predictive purposes [Koocheki et al., 2009; Myers & Montgomery, 2002].
The degree of texturization (DT) indicates the formation of a fibrous structure with values greater than 1. The force required to cut across the meat analogues in the lengthwise strength is higher than that in the crosswise strength [Chen et al., 2010]. According to data in Table 5, the predicted model of DF and crosswise strength shear force could not be applied due to statistical insignificance of the model or low R2 value. The effects of extruder barrel temperatures and feed moisture contents on the shear force (lengthwise strength) of HMMAs are shown in Figure 3E. All samples extruded at a high moisture content exhibited the formation of a fibrous structure because of showing a value of more than 1 by Meullenet Owens razor shear blade (knife blade) (Table 3). Among these, the highest DT was found in 160BT-55MC, which was consistent with the microstructure shown in Figure 2. The low extrusion moisture increased friction and shear within the cooling die, resulting in a higher velocity gradient and enhanced fibrous structure formation [Lin et al., 2000]. Chen et al. [2010] reported that moisture content significantly affected the degree of texturization, and the most well-developed fibrous structure was observed in soybean meat analogue extruded at 60% feed moisture. Regarding extrusion temperature, many studies have suggested that barrel temperature significantly affected texture attributes only at lower moisture contents [Lin et al., 2000]. Additionally, Kitabatake et al. [1985] found that extrusion temperature had a minimal influence on product texture when soy protein isolate meat analogue was processed at a feed moisture content above 70%.
Sensory analysis
Descriptive analysis
The results of descriptive sensory analysis are provided in Table 6. The predicted equations, coefficients of determination (R2), probability of models, and lack of fit of models obtained for the effect of the extrusion process on attributes of descriptive analysis (visual fibrous strand, hardness, roughness, and number of chews) are depicted in Table 5. According to ANOVA of regression, the predicted visual fibrous strand model could not be applied due to a substantial lack of fit in the model (p<0.05). The response surfaces created from the predicted models as shown in Figure 3 revealed that only feed moisture content significantly affected all sensory descriptors (p<0.05). Regardless of barrel temperature, hardness and the number of chews increased with a decreasing extrusion moisture content. These results were in agreement with hardness determined by TPA and firmness determined in the penetration test as discussed above. Furthermore, roughness and the number of chews were positively correlated with hardness (correlation coefficient, r=0.83 and 0.92, respectively, p<0.05), indicating strong positive relationships, whereby increases in roughness and chew number were associated with increased hardness. The higher roughness and the number of chews were found for the meat analogues with a low feed moisture content, while the lowest roughness, the number of chews, and hardness were shown for the meat analogue with a high feed water content (150BT-67.07MC).
Table 6
Mean scores of descriptive sensory analysis and acceptance test of high-moisture meat analogues produced using a blend of mung bean protein isolate and wheat gluten (70:30, w/w) at different barrel temperatures (BT, ºC) and feed moisture contents (MC, %, w/w).
For the visual fibrous strand, the score ranging from 11.5 to 15.0 was found in the meat analogue with a medium and high feed moisture (60–67.07%), while those with low moisture contents (52.93% and 55%) received the lowest scores ranging from 6.6 to 10.0 (Table 5). The fibrous strands of the sample with a high feed moisture were much finer compared to those of boiled chicken breast (score of 5) (Table 2).
Acceptance test
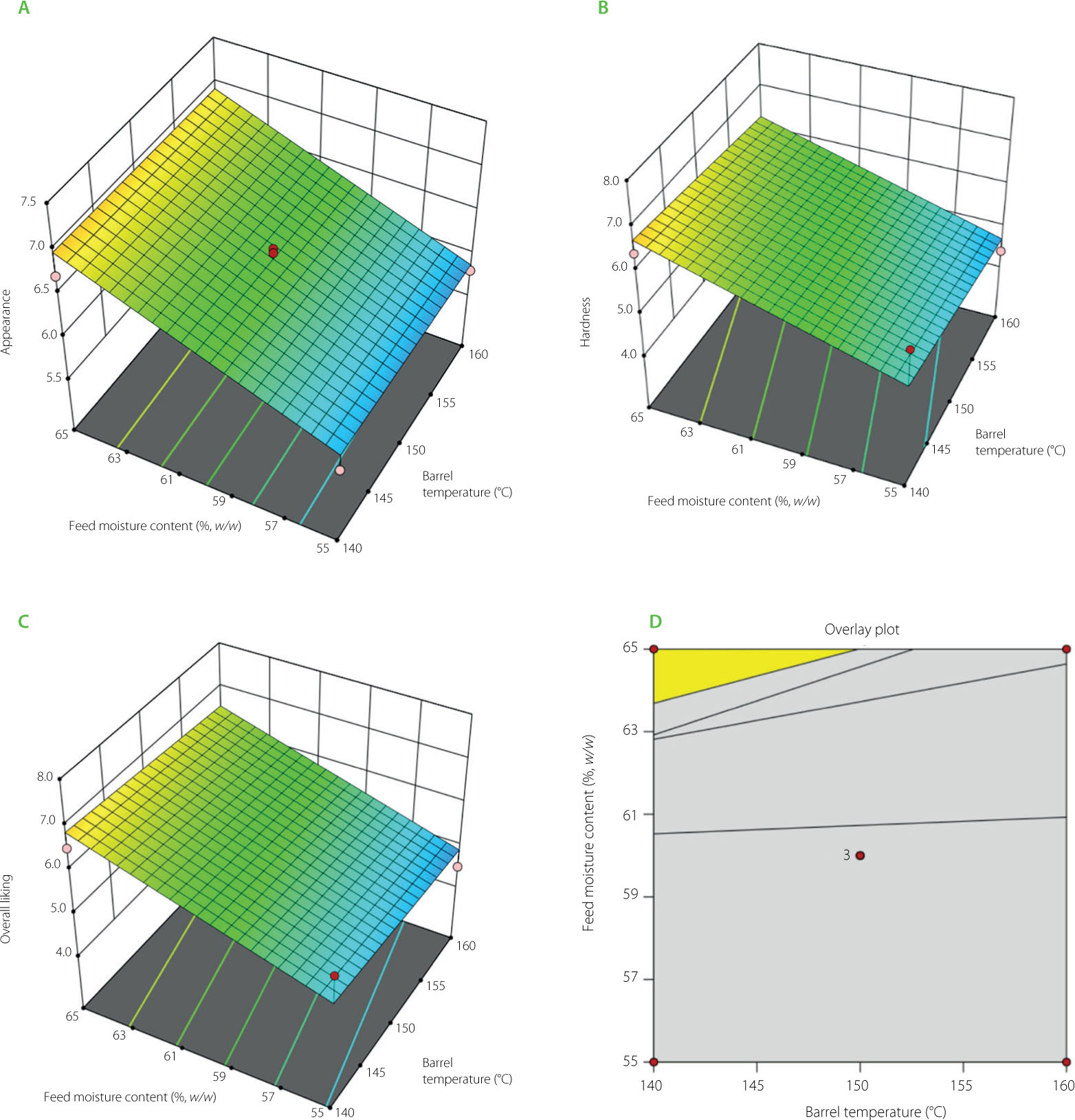
The predicted equations, coefficients of determination (R2), probability of models, and lack of fit of models obtained for appearance, hardness, toughness, and overall liking determined in the acceptance test are depicted in Table 5. Models for the appearance, hardness, and overall liking were statistically significant (p<0.05), exhibited non-significant lack of fit (p≥0.05), and had R2 values greater than 0.7; thus, they were considered adequate and used to generate the response surface contour plots (Figure 4). All models were linear equations (Table 5). R2 values determined for all attributes ranged from 0.6762 to 0.8557, implying that the model explained 67.62% to 85.57% of the total variance. Feed moisture content was identified as the key factor affecting appearance, hardness, toughness, and overall liking, as indicated by its higher coefficient values in the predictive regression models compared to those of barrel temperature. The liking scores of all attributes of the meat analogues tended to increase with an increasing extrusion moisture content (Table 6). This finding indicated that the panelists preferred the meat analogue with soft and easy-to-chew texture. Previous studies have suggested that increasing extrusion moisture content significantly reduced hardness, springiness, cohesiveness, and chewiness in both soy- and pea protein-based products [Chen et al., 2010; Zhang & Ryu, 2023]. In extrusion process, the feed moisture content is considered the most influential factor on both the system and the characteristics of the meat analogue. On the contrary, extrusion temperature showed no effect (p≥0.05) on all attributes in the acceptance test. To determine the optimum region, a contour plot showing predicted scores of appearance, hardness, and overall liking (each at least 6.5, close to maximum values) was used to identify the optimal formulation range. The optimum region (yellow shaded area in Figure 4D) corresponding to 140°C barrel temperature and 65% feed moisture content had the highest desirability of 0.644. Verification of the predicted model showed that the observed acceptance scores for appearance, hardness, and overall liking were 6.7±1.4, 6.4±1.6, and 6.5±1.6, respectively. The experimental errors, compared with the predicted values, ranged from 1.20% to 2.08%.
Figure 4
Response surface contour plots of acceptance scores including appearance (A), hardness (B), and overall liking (C) of high-moisture meat analogues produced using a blend of mung bean protein isolate and wheat gluten (70:30, w/w) at different barrel temperatures and feed moisture contents. The optimum region (yellow shade) that obtained high appearance, hardness, and overall liking score levels (>6.5, >6.5, and >6.5, respectively) (D).
CONCLUSIONS
MBP and WG blend was successfully used to develop high-moisture meat analogue using a co-rotating twin screw extruder. The results indicate that feed moisture content was the most influential factor affecting the development of fibrous microstructure, as well as textural and sensory properties of the product. Increased feed moisture promoted protein alignment and enhanced the formation of a well-defined fibrous structure, which contributed to improved texture and overall acceptability. However, feed moisture contents higher than 65% led to adverse effects on fibrous structure formation. The optimized conditions for producing MBP and WG based HMMA with the highest acceptability were: barrel temperature of 140°C and 65% feed moisture content. The findings provide valuable insights into the role of processing conditions in HMMA development and offer practical guidance for optimizing product quality in industrial applications.